吸潮率: 2.94Mpa(30Kg/cm2)
耐酸性:在30%酸液中浸15天漆膜完好。
抗冲击强度:> 1.96Mpa(20Kg/cm2)
容重:50-80Kg/m3
导热系数0.019-0.027W/M.℃
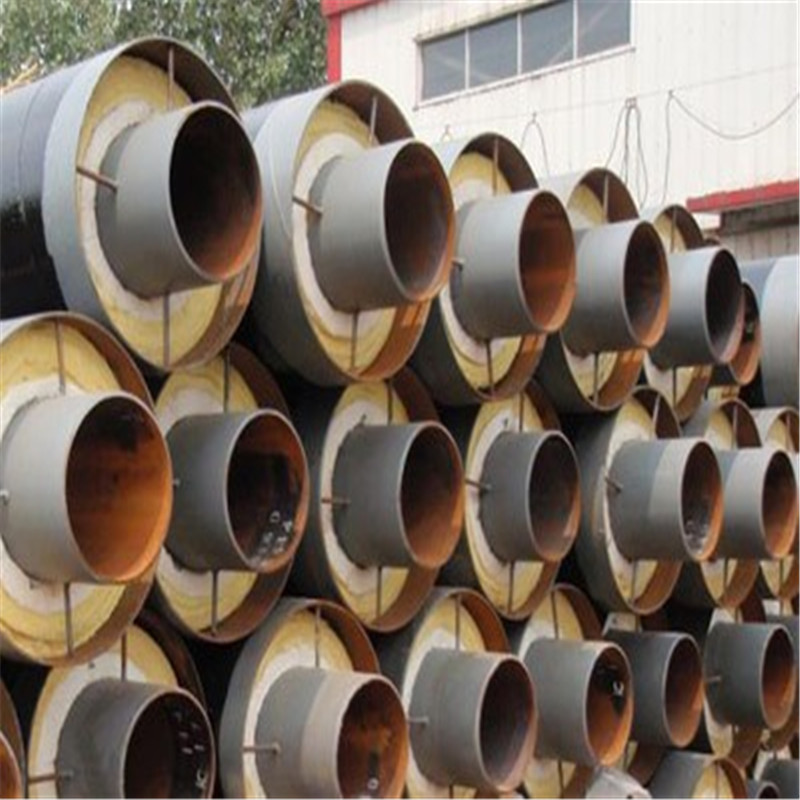
钢套钢预制管道保温
钢套钢预制管道保温处理时保温时间应保证炉内钢管能完全烧透,使其温度均匀,并完成应有的转变,从而获得均匀的性能。一般提高加热温度可以适当缩短保温时间。在进行低温退火(包括软化、消除应力及再结晶退火)时,退火温度愈接近于下临界点A1,聚氨酯直埋保温管的回复愈快,消除加工硬化的作用愈完全,因此,保温时间也可以适当缩短。
钢套钢预制保温管道埋设技术是一种防水、防漏、抗渗、抗压和全封闭的埋设新技术,是直埋敷设技术在地下水位较高地区使用的一次较大突破。

适用性强:聚氨酯泡沫能与各种资料进行结实的粘合,因而作为直埋管的保温层简直*思考防腐层与之粘合的疑问。聚氨酯保温层的习惯温度为+120℃吉林省300黑夹克直埋保温管供应内钢管选用二度无机富锌底漆(耐温≥400℃)防腐涂层,管道端口选用聚乙烯薄膜或三层PE冷缠带密封,防止安装前进入潮气或施工中进入水。
保温材料多层错缝包扎,有效减少了热损失,同时控制外套表面措施,防止了冷桥的产生,从而使外套防腐层的温度控制得到了保证。钢套钢预制管道保温

钢套钢预制管道保温是在传统的聚氨酯保温管产品上进行工艺改良生产的新型管道产品。其焊接方式是与传统管道焊接有所不同,下面小编来为大家介绍一下钢套钢保温管基本的焊接方法。
我们都知道钢套钢蒸汽保温管的外护管也是钢管,所以在焊接式要进行两次焊接。而钢套钢蒸汽保温管又有着特的内滑动、外滑动的构造,具体的构造介绍大家可以看看《内滑动钢套钢保温管和外滑动钢套钢保温管的区别》。
钢套钢保温管内部的工作钢管可以根据传统焊接方法在抛丸除锈后直接进行焊接。在经过超声波无损探伤检查完毕后,再铺设保温层将内部工作钢管接口处进行保温,然后可以根据钢套钢保温管内外滑动的方式将外护管进行滑动位移,将外护钢管接口处进行对接,对接完成后就可以对外护钢管继续焊接。这里一定要注意,在铺设保温层是在外层要铺设一层硅酸铝毡等耐高温材料,防止接口处保温层被外护管焊接时产生的弧光发生碳化。
整体焊接完成后,对外护钢管进行超声波探伤检查,检查合格后在对外护管接口处进行抛丸除锈防腐处理。接口的防腐处理要与钢套钢保温管外护管防腐方式相同。
以上就是钢套钢保温管基本的焊接方法,还有一种方式叫钢套袖方式,我们也曾经写过一篇《钢套钢直埋保温管常用的焊接方法》里面有钢套袖焊接方式的介绍。钢套钢蒸汽保温管的焊接是保证管道使用寿命的重要因素之一,所以在焊接时一定要按照标准规范进行焊接与检测

钢套钢复合蒸汽保温管由工作钢管、保温层、滚动导向管托、外套管(钢管)、防腐层组成,保温材料捆扎在工作钢管上,依靠滚动导向管托在外套管内整体式热膨胀移动,故不损坏保温层,固定支架为内置式固定支架,无须原先“三通式固定支架”的庞大的钢筋混凝土支墩,是理想的蒸汽管敷设方式。经多年使用实践中和有关检测中心检测使用寿命可达三十年以上。钢套钢预制管道保温
钢套钢预制管道保温通过改良它的性能或者与其他隔热材料组合起来应用,它的耐高温温度可达到180℃,这就决定可以应用到各种冷、热低高温保温管工程中。
http://wanfubaowen123.b2b168.com